fr
fr English
English español
español ไทย
ไทย Tiếng việt
Tiếng việtcomment Pouvons-nous vous aider
Vous pouvez nous contacter de la manière qui vous convient Nous sont disponibles 24 / 7 via email ou téléphone.
Nous contacter
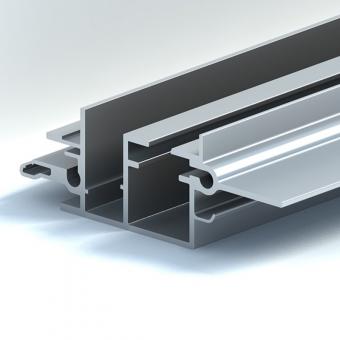
Pour fabriquer un ensemble de moules d'extrusion en aluminium de haute qualité, non seulement il doit y avoir un bon équipement de traitement et des ouvriers qualifiés dans la fabrication de moules d'extrusion, mais un autre facteur très important est d'avoir une bonne conception de moule d'extrusion. Pour les moules d'extrusion plus complexes, la qualité de la conception du moule représente 85 % de la qualité du moule.
Une conception d'outil d'extrusion de matrice est :
Pour répondre aux exigences des clients, il est nécessaire d'obtenir un faible coût de traitement, une faible difficulté de traitement et un temps de traitement court, afin que le moule puisse produire des produits qualifiés dans les plus brefs délais. Pour ce faire, il est non seulement nécessaire de bien comprendre les exigences du client, mais également d'exiger du concepteur de moules qu'il comprenne l'extrudeuse, la structure du moule d'extrusion et la technologie de traitement, ainsi que les capacités de traitement de l'usine. Par conséquent, en tant que concepteur de moules d'extrusion, afin d'améliorer le niveau de conception de la filière d'extrusion, les points suivants doivent être pris en compte :
1. Familier avec la taille et la déviation des profilés en aluminium
La taille et la déviation du profilé en aluminium sont déterminées par la matrice d'extrusion, l'équipement d'extrusion et d'autres facteurs de processus connexes.
2. Choisissez le bon tonnage de presse d'extrusion d'aluminium
Le tonnage de l'extrudeuse est principalement déterminé en fonction du taux d'extrusion. Si le rapport d'extrusion est inférieur à 10, les propriétés mécaniques du produit profilé en aluminium seront faibles ; si le rapport d'extrusion est trop élevé, le produit profilé en aluminium est sujet à des défauts tels que la rugosité de surface et la déviation angulaire. Le rapport d'extrusion recommandé pour les profilés pleins en aluminium est d'environ 30 et celui des profilés creux en aluminium est d'environ 45.
3. Déterminer la forme de la filière d'extrusion
Les dimensions extérieures de la filière d'extrusion se réfèrent au diamètre extérieur et à l'épaisseur de la filière d'extrusion. Les dimensions extérieures de la filière d'extrusion sont déterminées par la taille, le poids et la résistance de la section du profilé.
4. Détermination de la taille du trou de la matrice d'extrusion
Pour les profilés en aluminium avec de grandes différences d'épaisseur de paroi, les parties à paroi mince difficiles à former et les angles vifs des bords doivent être agrandis de manière appropriée ; et pour les profilés à paroi mince de largeur plate avec de grands rapports largeur/épaisseur et les trous de matrice du profilé mural, les poutres La taille peut être conçue en fonction du profil général. En plus de prendre en compte les facteurs répertoriés dans la formule, la taille de l'épaisseur de la bande doit également prendre en compte la déformation élastique et la déformation plastique de la filière d'extrusion, la flexion globale et la distance par rapport au centre du cylindre d'extrusion. De plus, la vitesse d'extrusion, la présence ou l'absence d'un dispositif de traction, etc. ont également une certaine influence sur la taille du trou de filière.
5. Ajustez raisonnablement le débit du métal en aluminium
Essayez de vous assurer que chaque particule de la section du profilé en aluminium s'écoule du trou de la filière à la même vitesse. Lors de la conception de la filière d'extrusion, essayez d'utiliser une disposition symétrique de plusieurs trous. Selon la forme du profilé en aluminium, la différence d'épaisseur de paroi de chaque pièce, la différence de circonférence et la distance par rapport au centre du cylindre d'extrusion, des bandes de dimensionnement de longueur inégale sont conçues.
6. Vérification de la résistance de la matrice d'extrusion
La résistance du moule est une question très importante dans la conception des moules. En plus d'organiser rationnellement la position des trous de matrice, de sélectionner les matériaux de matrice appropriés et de concevoir une structure et une forme de matrice raisonnables, il est également très important de calculer la force d'extrusion et de vérifier la résistance admissible de chaque section dangereuse. Quant au contrôle de la résistance du moule, il doit être effectué séparément selon le type de produit, la structure du moule, etc. En général, les moules plats n'ont besoin de vérifier que la résistance au cisaillement et la résistance à la flexion. Les moules à languette et les moules fendus plats doivent vérifier les résistances au cisaillement, à la flexion et à la compression. Les parties de la languette et de la pointe de l'aiguille doivent également tenir compte de la résistance à la traction. Depuis quelques années, la méthode des éléments finis permet d'analyser les contraintes et de vérifier la résistance de moules particulièrement complexes.
7. Taille de ceinture de travail raisonnable
La détermination de la zone de travail du moule combiné divisé est beaucoup plus compliquée que la détermination de la zone de travail du demi-moule. Non seulement la différence d'épaisseur de paroi du profilé et la distance par rapport au centre doivent être prises en compte, mais aussi la situation dans laquelle le trou de la matrice est protégé par le pont fendu doit être prise en compte. Pour le trou de filière sous le pont de dérivation, en raison de la difficulté d'écoulement du métal, la bande de travail doit être plus fine. Lors de la détermination de la zone de travail, recherchez d'abord où l'épaisseur de paroi du profilé sous le pont de dérivation est la plus mince, c'est-à-dire où la résistance à l'écoulement du métal est la plus grande. La zone de travail minimale ici est fixée à deux fois l'épaisseur de paroi. L'épaisseur de la paroi est plus épaisse ou le métal est facile. Lorsqu'elle est atteinte, la bande de travail doit être correctement épaissie, généralement selon une certaine proportion, plus une valeur de correction pour faciliter l'écoulement.
8. La structure et la taille du couteau vide de trou de matrice
Le couteau vide de trou de matrice est une structure de support en porte-à-faux à l'extrémité de sortie de la courroie de travail de trou de matrice. Lorsque l'épaisseur de paroi du profilé en aluminium est≥ 2 mm, la structure de couteau creux droite qui est plus facile à traiter peut être utilisée; lorsque l'épaisseur de paroi du profilé en aluminium est inférieure à 2 mm, vous pouvez choisir de traiter le couteau creux oblique au niveau du porte-à-faux.
Shengda Qianliang Aluminium Co., Ltd. intègre des moules de profilés en aluminium, l'extrusion, le traitement de surface et la finition. Il dispose d'une solide équipe d'ingénieurs pour concevoir et produire des profilés en aluminium de haute qualité pour vous.







 IPv6 réseau pris en charge
IPv6 réseau pris en charge